Современная промышленность предъявляет жесткие требования к гибким трубопроводным системам. Обычные резиновые шланги не способны выдерживать экстремальные температуры, агрессивные среды и давление в сотни атмосфер.
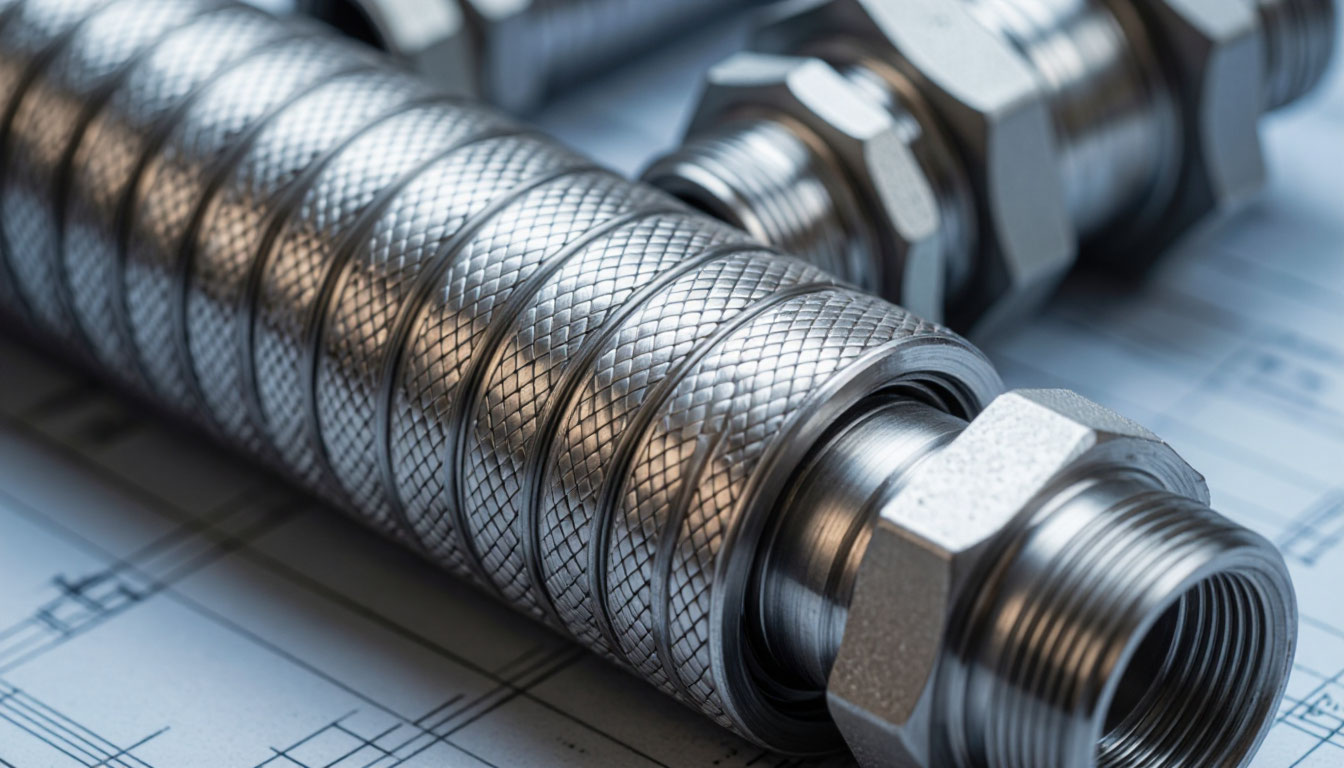
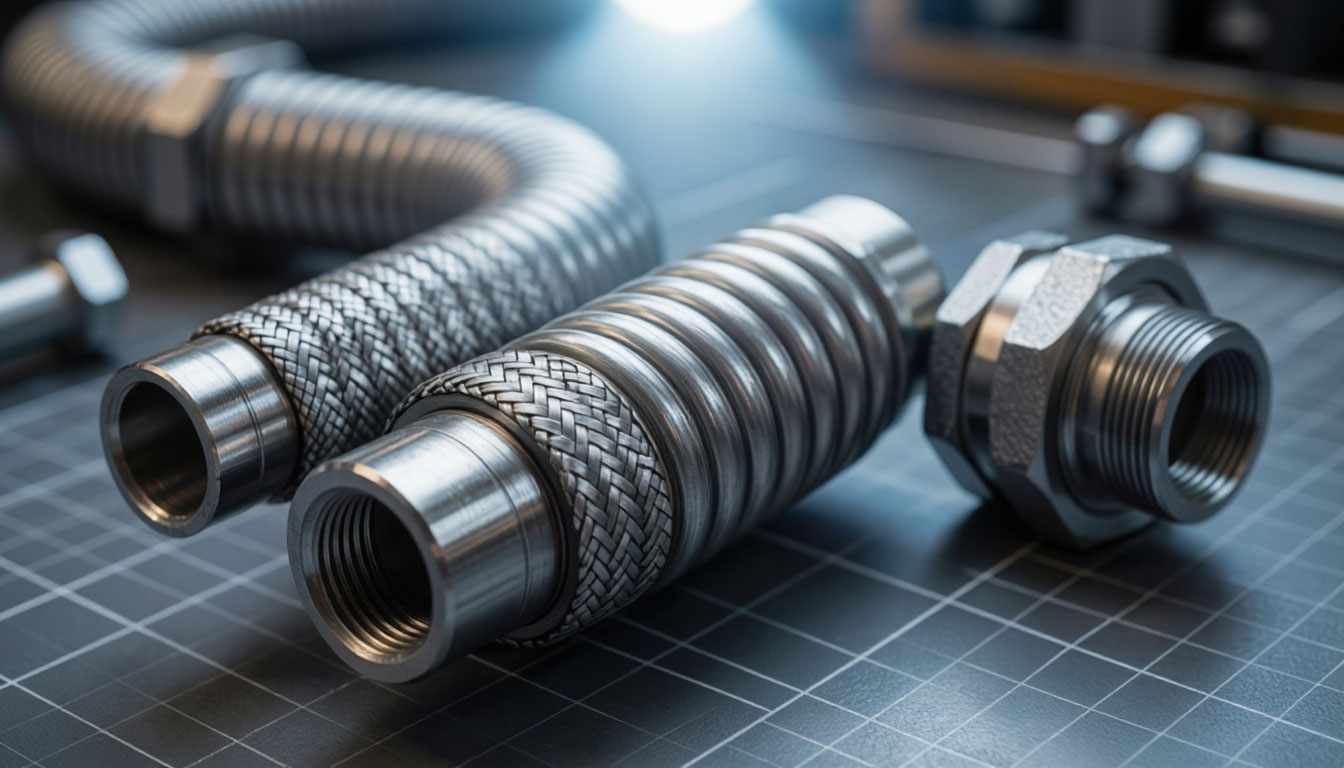
Альтернативное решение - металлорукава высокого давления, здесь эти изделия представляют собой сложные инженерные конструкции, где гофрированный сильфон из нержавеющей стали сочетается с многожильной оплеткой и специализированной арматурой. Продукция классифицируется по группам эксплуатации: наземной, морской и авиационной, каждая из которых имеет уникальные требования к материалам, методам контроля и разрешительной документации.
Конструктивные особенности и материаловедческие аспекты
Основой любого металлорукава является сильфон - тонкостенная труба с кольцевыми гофрами. Гофрированная геометрия обеспечивает гибкость: при изгибе зазор между соседними гофрами по внутреннему контуру уменьшается, а по наружному - увеличивается. Такая конструкция позволяет рукаву работать в динамических режимах без потери пропускной способности. Профиль и высота гофра определяются расчетным давлением и требуемой степенью гибкости. Для высоконагруженных систем применяют уплотненное расположение гофр, что повышает сопротивление разрыву.
- Внешняя оплетка - силовой элемент металлорукава. Она изготавливается из специально отожженной нержавеющей проволоки на горизонтальных оплеточных машинах. Оплетка воспринимает осевые и радиальные нагрузки, возникающие под давлением рабочей среды, и одновременно защищает сильфон от внешних механических воздействий.
- Количество оплеток варьируется от одной до нескольких в зависимости от рабочего давления: чем выше давление, тем больше слоев оплетки требуется для обеспечения прочности. Запас прочности сертифицированных изделий достигает 400% от рабочего давления.
Все металлические компоненты изготавливаются из хромоникелевой титаносодержащей нержавеющей стали аустенитного класса, преимущественно марки AISI 304 (09Х18Н9). Аустенитные стали не увеличивают твердость при термической обработке, не обладают магнитными свойствами и демонстрируют повышенную стойкость к агрессивным средам. При соединении сильфона с арматурой применяется аргонодуговая сварка, обеспечивающая гомогенность шва и исключающая коррозию в зоне термического влияния.
Металлорукава по ОСТ 1 03712-74 и ГОСТ: авиационное наследие
ОСТ 1 03712-74 - отраслевой стандарт, разработанный для авиационной промышленности и действующий с 1 июля 1975 года. Документ распространяется на металлические рукава с присоединительной арматурой, предназначенные для систем летательных аппаратов и наземного оборудования. Стандарт заменил несколько предыдущих нормалей: 4600А, 4603А, 4655А, 4656А, 4657А. Все рукава по ОСТ 1 03712-74 взаимозаменяемы с продукцией по этим утратившим силу документам.
Номенклатура включает шесть исполнений концевых соединений. Исполнение 1 - под сварку с концевой арматурой, используется для интеграции в жесткие трубопроводные системы. Исполнение 3 предусматривает соединение по внутреннему конусу, что обеспечивает самоцентрирование и металлический контакт «металл-металл». Исполнение 4 - под сварку с жестким трубопроводом, предназначено для монтажа на месте. Исполнение 5 - соединение по типу «шип-паз», исключающее перекос. Исполнение 6 - фланцевое соединение, применяемое на крупных диаметрах.
Типы рукавов классифицируются по рабочему давлению при температуре +20°C. Тип 1 выдерживает 28,0 МПа (280 кгс/см²), тип 2 - 21,0 МПа (210 кгс/см²), тип 3 - 10,0 МПа (100 кгс/см²), тип 4 - 4,0 МПа (40 кгс/см²). Низконапорные исполнения рассчитаны на 1,6 МПа (16 кгс/см²) и 0,6 МПа (6 кгс/см²). Диапазон условных проходов - от 3 до 32 мм. Для каждого типоразмера стандарт регламентирует габаритные размеры, радиусы изгиба и массу погонного метра. Например, рукав с d=3 мм имеет массу 0,32 кг/м, а с d=32 мм - 2,24 кг/м.
ГОСТ 19334-73 дополняет нормативную базу для соединений, работающих с жидкими криогенными продуктами - кислородом, азотом, аргоном. Документ устанавливает требования к гайкам РОТ, уплотнительным кольцам и штуцерам, применяемым при температурах от 373 до 73 К (от +100 до -200°C) и давлении до 1,2 МПа. Гайки РОТ получили широкое распространение в криогенной арматуре благодаря надежному металлическому уплотнению, сохраняющему герметичность при глубоком охлаждении.
Серия РГМ? Продукция по ТУ 3642-003-80018215-2015
Металлорукава РГМ - торговая марка, закрепленная за конкретным производителем, прошедшим аудит по ISO 9001:2015. Продукция изготавливается в соответствии с ТУ 3642-003-80018215-2015 и сертифицирована по стандартам ГОСТ-Р. Диапазон условных диаметров - от 6 до 300 мм, рабочее давление достигает 35 МПа (350 кгс/см²). Температурный интервал эксплуатации - от -270°C до +650°C, что позволяет использовать РГМ в криогенных системах и высокотемпературных агрегатах.
Технологический цикл производства включает три ключевых этапа. На трубосварочном станке из узкой стальной ленты (штрипса) формируется гладкая одношовная труба. Толщина штрипса варьируется от 0,18 до 1,2 мм в зависимости от диаметра; для средних типоразмеров применяется стенка 0,3 мм. На гидроформовочном станке заготовка помещается в матрицу, и под давлением воды и масла формируются гофры. Усилие смыкания обеспечивается двумя параллельными системами замкнутых контуров электронасосов. Затем на горизонтальной оплеточной машине рукав оплетается многожильной сетчатой структурой из предварительно намотанных на шпули пакетов.
РГМ выпускается в трех исполнениях по гибкости: стандартной - для широкого применения, повышенной - для узлов, требующих высокой эластичности, и с уплотненным расположением гофр - для систем с высоким давлением. Концевая арматура включает патрубки под приварку, фланцы (ГОСТ, ASME, DIN), резьбовые соединения, быстроразъемные соединения (БРС) и камлоки.
Продукция предназначена для транспортировки любых жидких и газообразных сред, включая системы водяного охлаждения, гидравлику, подачу кислорода, агрессивные среды и смазочные материалы.
Криогенные рукава с гайкой РОТ
Криогенные металлорукава эксплуатируются при сверхнизких температурах - до -270°C. Основная сложность при работе с такими средами - охрупчивание материалов и усадка соединений. Обычные резиновые уплотнения становятся стеклообразными и теряют эластичность, поэтому в криогенной арматуре применяется металлическое уплотнение типа «конус-конус» или «сфера-конус» с гайкой РОТ.
Гайка РОТ - специализированное соединение, регламентированное ГОСТ 19334-73. Конструкция включает гайку, штуцер и уплотнительное кольцо, причем ключевой особенностью является обеспечение надежного контакта при температурных деформациях. При охлаждении металлические детали сжимаются с разной скоростью из-за различий в коэффициентах линейного расширения. Гайка РОТ компенсирует эти изменения, сохраняя герметичность соединения. Рабочая среда - жидкие криогенные продукты: кислород, азот, аргон при давлении до 1,2 МПа.
При производстве криогенных рукавов особое внимание уделяется обезжириванию. Даже микронные следы масла или органических веществ при контакте с жидким кислородом могут вызвать взрыв. Внутренняя поверхность сильфона и концевая арматура обрабатываются этиловым спиртом с последующей продувкой сжатым воздухом, не содержащим масляных примесей. Материалом служит аустенитная нержавеющая сталь, сохраняющая вязкость при криогенных температурах.
Сейсмовставки U-Flex
Сейсмовставки U-Flex - специализированные сильфонные компенсаторы, предназначенные для защиты трубопроводных систем от деформаций, вызванных сейсмическими колебаниями, осадкой грунта, вибрациями оборудования и температурными расширениями. Базовая конструкция: сильфон из нержавеющей стали с внешней оплеткой или защитным экраном, оснащенный фланцевыми соединениями.
Принцип действия U-Flex основан на способности сильфона компенсировать смещения в разных направлениях - осевых, продольных, поперечных и угловых. При подвижках почвы или вибрациях гофрированная часть деформируется, поглощая энергию колебаний и предотвращая передачу нагрузок на опоры и корпуса оборудования. Это снижает риск разгерметизации трубопровода и увеличивает срок службы всей системы. Уникальная архитектура U-Flex позволяет изгибаться в нужных направлениях, обеспечивая независимое движение соединенных частей.
Области применения: противопожарные трубопроводы, системы водоснабжения и канализации, тоннели и инженерные переходы, жилые и административные здания в сейсмоопасных зонах, промышленные комплексы и магистральные сети. Параметры: рабочее давление до 125 кгс/см², температура от -260°C до +850°C, условные диаметры от DN 25 до DN 100 мм. Изготовление ведется по ТУ 3695-001-05756518-2017. Фланцы PN16 позволяют быстро монтировать и демонтировать вставку без специального инструмента.
Металлорукава для ГПА, ГДТ и ГПУ
В составе газоперекачивающих агрегатов (ГПА), газотурбинных двигателей (ГДТ) и газопоршневых установок (ГПУ) металлорукава выполняют критически важные функции. Эти агрегаты работают в непрерывном режиме с высокими температурами, вибрациями и пульсирующими давлениями. Отказ гибкого соединения в топливной или масляной системе ведет к аварийной остановке и дорогостоящему ремонту.
Металлорукава для ГПА и ГПУ оснащаются специализированной присоединительной арматурой согласно чертежным номерам конкретных агрегатов. Применяются фланцевые соединения по ГОСТ, ASME или DIN, а также резьбовые фитинги под европейские и российские стандарты трубной резьбы. Для газовых сред высокой чистоты (природный газ подготовки) металлорукава проходят дополнительную очистку внутренней полости. Сильфон выполняется из коррозионно-стойкой стали для защиты от сероводорода и других примесей, содержащихся в природном газе.
Битумные рукава - специализированная разновидность, предназначенная для перекачки горячих битумных мастик и гудронов при температурах до +200…+250°C. Особенность конструкции - электрообогрев или паровой обогрев по наружной поверхности, предотвращающий застывание битума внутри рукава при остановке подачи. Сильфон оснащается наружным теплоизоляционным слоем и защитной оплеткой.
Авиационные рукава серии 8Д4.498.094
Авиационные металлорукава по чертежам 8Д4.498.094 предназначены для зарядки бортовых систем летательных аппаратов кислородом, азотом или сжатым воздухом. Эксплуатация ведется на унифицированных газозарядных станциях УГЗС и УГЗС.М. Рабочее давление достигает 63 МПа (630 кгс/см²), испытательное - 79 МПа (790 кгс/см²), разрывное - не менее 150 МПа (1500 кгс/см²). Температурный диапазон рабочей среды - от -60°C до +100°C.
Конструкция металлорукава 8Д4.498.094 включает гофрированный сильфон из нержавеющей стали, наружную оплетку и защитный резиновый протектор (чехол). Протектор предотвращает истирание оплетки при контакте с бетонной поверхностью заправочной площадки. Ресурс составляет 2000 циклов изгиба без рабочего давления с радиусом изгиба 120 мм. Масса рукава - 2,2±0,12 кг. Рабочие среды - воздух, азот, гелий, кислород, водород.
Авиационные металлорукава проходят усиленный контроль качества. После сборки каждый рукав испытывается на герметичность и прочность. Рукава для кислорода подвергаются специальной подготовке: обезжириванию концевой арматуры и внутренней поверхности сильфона этиловым спиртом с последующей продувкой сжатым воздухом. Изделия сертифицированы по стандартам ГОСТ-Р, изготовитель имеет сертификат ISO 9001:2015.
Морские и судовые металлические шланги
Судовые металлорукава предназначены для работы в условиях морской атмосферы - с повышенной влажностью, содержанием солей и постоянной вибрацией от силовых установок. Материалом служит хромоникелевая нержавеющая сталь аустенитного класса (AISI 304, AISI 316). Применение углеродистых сталей в морских условиях не допускается из-за коррозионного растрескивания.
Конструкция судовых металлорукавов может включать наружное PVC-покрытие или резиновую оболочку для дополнительной защиты от соленой воды и механических повреждений. Присоединительная арматура - фланцы по стандартам морского регистра, резьбовые соединения с защитой от отвинчивания при вибрациях, БРС для быстрой замены сухих доков. Эксплуатация возможна в системах пожаротушения, топливоподачи, гидравлики, сжатого воздуха, системы охлаждения.
Судовые рукава изготавливаются по техническим условиям, согласованным с Российским морским регистром судоходства (РМРС) или другими классификационными обществами. Разрешительная документация включает сертификат типа, свидетельство о приемке и протоколы неразрушающего контроля сварных соединений. Периодичность переосвидетельствования на судне - один раз в 5 лет.
Резьбовые соединения и быстроразъемные элементы
Металлорукава с резьбовыми соединениями - наиболее распространенный тип для наземной эксплуатации. Применяются коническая и цилиндрическая резьбы: метрическая (ГОСТ 9150), трубная цилиндрическая (G), коническая (R, Rc). Для герметизации резьбового соединения используются уплотнительные материалы: фум-лента, льняная прядь с пастой, анаэробные гели. В высокотемпературных системах (выше +200°C) применяется металлическое уплотнение «конус-конус» без органических материалов.
Быстроразъемные соединения (БРС) и камлоки предназначены для частых подключений/отключений. БРС с шариковой фиксацией обеспечивают соединение за одно движение: накидная гайка с внутренними канавками обжимает шарики, которые фиксируют штуцер в корпусе. Для разъединения достаточно сдвинуть муфту. Камлоки (Camlock) - двухрычажная система: на корпусе имеются два откидных рычага-эксцентрика, которые при затяжке прижимают ответную часть. Типоразмеры камлоков от 1/2" до 8".
БРС металлорукавов должны исключать саморазъединение под давлением. Конструкция патентуется: накидная гайка блокируется от поворота. Материал БРС - нержавеющая сталь AISI 316 или AISI 304 с пассивацией (химической обработкой, повышающей коррозионную стойкость). Рабочее давление для БРС из нержавеющей стали - до 35 МПа, но при частых подключениях рекомендуется снижение рабочего давления на 25-30% из-за износа уплотнений и фиксирующих элементов.
Фланцевые соединения по стандартам ГОСТ, ASME, DIN
Фланцевые металлорукава применяются на условных диаметрах от DN 50 мм и выше, где резьбовые соединения становятся непрактичными из-за больших усилий затяжки. Фланец приваривается к патрубку металлорукава (круглый шов аргонодуговой сваркой). Конструкция фланца - плоский приварной (тип 01) или воротниковый (тип 11).
Российские металлорукава оснащаются фланцами по ГОСТ 33259-2015 (заменил ГОСТ 12820-80, ГОСТ 12821-80). Стандарт охватывает давления PN 1,0; 1,6; 2,5; 4,0; 6,3; 10,0; 16,0 МПа. Конструкция уплотнительных поверхностей: исполнение 1 (выступ-впадина), исполнение 2 (шпилька-паз), исполнение 3 (под прокладку), исполнение 4 (под линзовую прокладку высокого давления).
Для поставок на экспортную и импортозамещающую продукцию применяются фланцы ASME B16.5 (американский стандарт) и DIN (европейский). Классы давления ASME - Class 150, 300, 600, 900, 1500, 2500. Размеры в дюймах: 1/2" до 24". DIN - типы PN 6, 10, 16, 25, 40, 64, 100. При заказе фланцевого металлорукава необходимо указать не только стандарт, но и ряд размеров: наружный диаметр фланца, диаметр болтовой окружности, диаметр и количество отверстий. Несовместимость по этим параметрам делает невозможным монтаж даже при одинаковом PN и DN.
Металлорукава под приварку типа РГМ и 4655А
Металлорукава под приварку - исполнение без концевых фитингов: на концах рукава приварены короткие патрубки из стали, аналогичной сильфону. Монтаж осуществляется приваркой патрубка к трубопроводной системе на месте. Преимущества: минимальное количество соединений, герметичность (нет резьб или фланцев), работа с высокими температурами (сварной шов выдерживает температуру основного металла).
Тип 4655А - один из типов по ОСТ 1 03712-74 (взамен нормали 4655А). Это металлорукав с концевой арматурой под сварку для авиационных систем. Стандартные размеры: от d=3 мм до d=32 мм. Угол разделки кромок под сварку и зазор определяются по техническим условиям на сварочные работы. Характерная особенность - малая масса: рукав d=3 мм имеет массу 0,32 кг на 1 м гибкой части.
РГМ исполнения под приварку - патрубки из нержавеющей стали 12Х18Н10Т или AISI 304, привариваются аргонодуговой сваркой неплавящимся электродом (TIG). Требования к сварщику: аттестация по НАКС (Национальное агентство контроля сварки) на 1-й или 2-й уровень для тавровых и стыковых соединений. Сварка выполняется на подкладных кольцах (для тонких стенок) для обеспечения провара корня шва.
Практический совет по монтажу: при приварке металлорукава необходимо обеспечить соосность с трубопроводом. Перекос более 0,5 мм на каждые 100 мм диаметра приводит к циклической нагрузке на гофрированный сильфон, сокращению ресурса и преждевременному усталостному разрушению. Рекомендуется использовать временные центрирующие хомуты, удаляемые после прихватки шва.
Отраслевые требования КТН и эксплуатация в нефтегазовом секторе
ОТТ-23.040.70-КТН-0414-22 - стандарт организации для трубопроводной арматуры, применяемой ПАО «Транснефть». Документ устанавливает требования к металлорукавам для магистральных нефтепроводов и нефтепродуктопроводов. Металлорукава должны обеспечить герметичность при пульсациях давления до 20% от рабочего с частотой до 10 Гц. Обязательно наличие системы контроля целостности - дренажных отверстий в оплетке для обнаружения разрыва сильфона.
Для работы с сероводородсодержащей нефтью (до 6% H₂S) металлорукава изготавливаются из стали, устойчивой к сульфидному коррозионному растрескиванию (по NACE MR0103 или MR0175). Сварочные работы выполняются с контролем твердости зоны термического влияния, значение не более 22 HRC. Каждый металлорукав проходит индивидуальные приемо-сдаточные испытания (ПСИ) с протоколом, хранящимся 40 лет.
Металлорукава для ПНУ (пунктов налива углеводородов) оснащаются устройствами защиты от падения - страховочными тросами. При обрыве соединения рукав не должен падать на цистерну или искрить. Цветовое кодирование: красный - для бензина, зеленый - для дизтоплива, желтый - для масла. Система считывания QR-кода на фитинге автоматически регистрирует рукав перед началом налива.
Нормативно-техническая документация! ТУ 3642-002 и ТУ 3642-003
Разработка и производство металлорукавов в России ведутся по техническим условиям (ТУ) - документу, детализирующему требования для конкретного типа продукции. ТУ 3642-002-80018215-2015 и ТУ 3642-003-80018215-2015 - действующие документы, зарегистрированные в установленном порядке. Цифра 3642 - код продукции по Общероссийскому классификатору продукции (ОКПД), 002 и 003 - номера разработок.
ТУ 3642-002-80018215-2015 охватывает металлорукава со стандартной присоединительной арматурой для наземной эксплуатации: под приварку, фланцевые, с резьбовыми соединениями, с БРС и камлоками. ГОСТ-Р сертификация подтверждает соответствие ТУ требованиям технического регламента Таможенного союза «О безопасности оборудования, работающего под избыточным давлением» (ТР ТС 032/2013).
ТУ 3642-003-80018215-2015 распространяется на металлорукава РГМ. Документ определяет методы контроля: визуальный и измерительный контроль оплетки (не более двух порывов проволок на 1 м), пневматические испытания на герметичность погружением в ванну с водой при давлении, на 25% превышающем рабочее, испытания на прочность при гидравлическом давлении (2-кратное от рабочего), испытания на циклическую усталость (выборка из партии).
Предприятие-изготовитель имеет сертификат менеджмента качества ISO 9001:2015. Это означает, что на производстве действуют стандартизированные процессы: управление документацией, внутренние аудиты, управление несоответствующей продукцией, корректирующие и предупреждающие действия. Калибровка измерительного оборудования проводится по прослеживаемым к международным эталонам стандартам.
Клиенту при закупке металлорукавов по ТУ следует запрашивать паспорт на партию с указанием марки стали, результатов гидравлических испытаний, номера ТУ. Для контроля за состоянием рукава в эксплуатации нужно фиксировать дату ввода в работу, нагрузки в рабочем цикле, результаты периодического освидетельствования каждые 12 месяцев для агрессивных сред и 24 месяцев для инертных газов.
Материалы изготовления и коррозионная стойкость
Основным материалом сильфонов и оплетки служит аустенитная хромоникелевая сталь марок 12Х18Н10Т, 08Х18Н10, AISI 304, AISI 321. Структура аустенита обеспечивает высокую пластичность и способность к наклепу. Стали немагнитны, что важно для приборных систем, где магнитные поля могут влиять на показания датчиков. Титаносодержащие марки (12Х18Н10Т, AISI 321) легированы титаном для связывания углерода и исключения межкристаллитной коррозии после сварки.
Для агрессивных сред высокой концентрации - кислот (азотной, серной, фосфорной) и хлорсодержащих растворов - применяют хромоникельмолибденовые стали. Кислотостойкая марка 03Х17Н14М3 (AISI 316L) с содержанием молибдена 2,5-3,0% и пониженным углеродом (0,03%) демонстрирует стойкость к точечной и щелевой коррозии. Сталь 06ХН28МДТ (Hastelloy-подобная) - для горячей серной кислоты любой концентрации. Применение таких материалов повышает стоимость металлорукава в 3-5 раз.
Для эксплуатации в агрессивных средах при температурах выше +400°C применяется жаропрочная сталь 12Х18Н12Т (AISI 321H). Дополнительная комплексная защита достигается наружным покрытием из ПВХ-пластизоля, наносимым методом экструзии или окунания. ПВХ-оболочка толщиной 1-3 мм герметизирует оплетку от атмосферной коррозии, но ограничивает максимальную температуру до +80°C.
Практический совет: при выборе материала необходимо оценить не только рабочую среду, но и моющие растворы для периодической очистки рукава (CIP-мойка). Пищевая промышленность требует кислотостойкую сталь AISI 304L или 316L с величиной шероховатости внутренней поверхности Ra не более 0,8 мкм. Медицина и фармацевтика - AISI 316L с электрополировкой Ra 0,4 мкм, без зазоров и мертвых зон. Отсутствие аттестации материала по стандартам USP Class VI, FDA, 3-A Sanitary Standards исключает использование в медицинских и пищевых линиях.
Тонкостенный сильфон при частых изгибах и знакопеременных нагрузках накапливает усталостные микротрещины. Ресурс закладывается при проектировании: для обычных условий - 10 000 циклов, для динамических - 50 000 циклов.
Контроль остаточного ресурса металлорукава высокого давления в промышленной эксплуатации - обязательная процедура, включающая ежегодный замер длины (удлинение сильфона под давлением не более 2-3% исходной длины), визуальный осмотр оплетки на наличие разрывов проволок и контроль зазора между оплеткой и фитингом (появление зазора свидетельствует о пластической деформации).
Своевременная замена металлорукавов предотвращает аварии, остановки производств и травмирование персонала.