Kako izbušiti rupu okruglog oblika, gotovo svi znaju, ali ne znaju svi za bušilicu za kvadratne rupe. U međuvremenu, možete izbušiti rupu kvadratnog oblika kako u proizvodima od mekog drveta tako iu tvrđim metalnim dijelovima. Za rješavanje ovog problema koriste se posebni alati i uređaji, čiji se princip rada temelji na svojstvima najjednostavnijih geometrijski oblici.
Principi rada i dizajn
Da bi se izbušila kvadratna rupa, obično se koristi Watts bušilica, čiji se dizajn temelji na geometrijskoj figuri kao što je Reuleaux trokut. Jedan od najvažnije karakteristike takva figura predstavlja površinu presjeka tri jednaki krugovi, je kako slijedi: ako se par paralelnih referentnih linija povuče u takav trokut, tada će udaljenost između njih uvijek biti konstantna. Dakle, ako pomjerite centar Reuleauxovog trokuta duž putanje opisane sa četiri elipsoidna luka, njegovi vrhovi će nacrtati gotovo savršen kvadrat, sa samo blago zaobljenim vrhovima.

Jedinstvena svojstva Reuleaux trokuta omogućila su stvaranje bušilica za kvadratne rupe. Posebnost korištenja takvog alata je da os njegove rotacije ne bi trebala ostati na mjestu, već se kretati duž gore opisane putanje. Naravno, ovo kretanje ne bi trebalo da bude ometano kertridžom opreme. Korištenjem takve bušilice i odgovarajuće opreme dobiva se kvadratna rupa sa savršeno ravnim i paralelnim stranama, ali s blago zaobljenim uglovima. Površina takvih uglova koji nisu obrađeni alatima je samo 2% površine cijelog kvadrata.
Izrada uređaja za bušenje kvadratnih rupa
Koristeći Watts bušilice, koje rade na principu Reuleaux trokuta, možete izbušiti kvadratne rupe u metalnim obradacima čak i na običnoj mašini koja nije opremljena posebnim priključcima. Da biste napravili kvadratnu rupu u drvenom dijelu, možete koristiti običnu bušilicu, ali za to mora biti opremljena dodatnim uređajima.
Napravite jednostavan uređaj koji vam omogućava bušenje kvadratne rupe u drvenim prazninama možete slijediti sljedeće preporuke.
- Za početak, koristeći list šperploče ili drvenu ploču male debljine, morate napraviti sam Reuleaux trokut, čiji geometrijski parametri moraju odgovarati promjeru upotrijebljene bušilice Watts.
- Bušilica mora biti čvrsto pričvršćena na površinu proizvedenog trokuta.
- Da bi se Reuleaux trokut i bušilica pričvršćena na njega kretali duž potrebne putanje, potrebno je napraviti drveni okvir za vođenje. U unutrašnjosti okvira trebate izrezati kvadrat s geometrijskim parametrima koji u potpunosti odgovaraju dimenzijama rupe koju ćete izbušiti.
- Okvir je pričvršćen na bušilicu pomoću posebne trake, a središte Reuleaux trokuta postavljenog u okvir vodilice mora se podudarati s osom rotacije stezne glave električnog alata.
- Kako bi se bušilici prenio okretni moment za pravljenje kvadratne rupe, ali u isto vrijeme ne bi se stvarala ograničenja u kretanju alata u poprečnom smjeru, drška je spojena na steznu glavu bušilice preko prijenosnog mehanizma koji radi na principu pogonskog vratila kamiona.
- Drveni radni komad u kojem je potrebno izbušiti četvrtastu rupu treba biti sigurno pričvršćen i postavljen tako da se središte buduće rupe striktno podudara s osi rotacije bušilice koja se koristi za obradu.



Nakon što ste sastavili tako jednostavan uređaj i sigurno učvrstili sve elemente njegovog dizajna i obrađenog komada, možete uključiti električnu bušilicu i započeti proces bušenja.
Kao što je gore spomenuto, kvadratna rupa izbušena pomoću takvog uređaja imat će apsolutno ravne i paralelne strane, ali će njegovi kutni dijelovi biti blago zaobljeni. Rješavanje problema sa zaobljenim uglovima nije teško: možete ih poboljšati pomoću obične igle.
Treba imati na umu da se gore opisani uređaj, koji nije jako krut, koristi za bušenje rupa kvadratnog oblika u drvenim komadima male debljine.

Watts bušilica i njome napravljena kvadratna rupa u metalnom radnom komadu
U pravilu se ne pojavljuju problemi s formiranjem okruglih rupa u metalu. Danas u prodaji možete jednostavno pronaći velika količina bušilice, neke se mogu koristiti za formiranje kvadrata ili pravougaonika. Za rješavanje ovog problema koriste se i posebni uređaji.
Bušilica ili rezač
Kvadratne rupe se često dobijaju upotrebom glodala. Ova vrsta alata postala je izuzetno raširena, ali u nekim slučajevima je lakše dobiti kvadratne rupe u metalu pomoću bušilica. Uzmimo sljedeće tačke kao primjer:
- Rad se rijetko izvodi, tako da morate smanjiti troškove kupnjom posebnih alata. Glodalice su mnogo skuplje.
- Mala površina obrade. Geometrijski oblik uobičajenih rezača određuje ograničenja njihove minimalne veličine.
- Morate napraviti prolaznu rupu u metalu velike debljine.

Osim toga, rezači se ugrađuju u strojeve, koji su skupi, ali konvencionalna oprema nije pogodna za bušenje. To je zbog činjenice da se bušilica mora kretati duž određene staze.
Dizajn i princip rada
Bušilica za kvadratne rupe Watts temelji se na Reuleauxovom obliku trokuta. Među karakteristikama su:
- Radni dio bušilice formira se formiranjem područja sjecišta tri jednaka kruga posebnog oblika.
- Ako postavite nekoliko paralelnih referentnih linija u blizini trokuta radnog dijela bušilice, tada će udaljenost između njih biti ista.
- Tokom rada, osovina bušilice se mora kretati duž određene putanje, što rezultira kvadratom ili pravougaonikom.

Vrijedno je uzeti u obzir da rezultirajući pravokutnik ili kvadrat ima blago zaobljene uglove. Uređaji za bušenje kvadratnih rupa Watts ne bi trebali ograničavati kretanje stezne glave s bušilicom, inače neće biti moguće dobiti dotični oblik. Principi rada i dizajn preporučene opreme omogućavaju vam da je sami izradite koristeći otpadne materijale.
Alternativne metode za pravljenje kvadratnih rupa
Proizvodnja lukova radijusa dovodi do značajnog smanjenja kvalitete rezultirajućeg proizvoda. Zbog toga se često razmatra mogućnost korištenja drugih metoda za dobivanje kvadratne rupe:
- Laserski sistemi se danas široko koriste. Mogu se koristiti za obradu duž zadane trajektorije; kada je snop fokusiran, metal se zagrijava, zbog čega se formira potrebna površina.
- Metoda štancanja se koristi već duže vrijeme. Podrazumijeva korištenje posebne opreme koja je sposobna pružiti visokog pritiska za limove i druge radne predmete. Nedostatak ove metode je visoka cijena opreme, kao i mogućnost dobivanja samo plitkih udubljenja.
- Kod plinskog zavarivanja moguće je formirati i pravokutni oblik. Međutim, ovu tehnologiju karakterizira niska praktičnost u primjeni, a rezultirajući proizvodi su niske kvalitete.
U prodaji su posebni setovi udaraca koji se također mogu koristiti u ovom slučaju. Komplet je predstavljen kombinacijom sljedećih elemenata:
- Čahura za vođenje udarca.
- Specijalni držač.
- Zaustavljanje putovanja u prstenu.
- Matrix.

Da bi se radni alat povećao, koristi se hidraulična dizalica. Ovu tehnologiju karakterizira činjenica da rezultirajuća figura ima čiste i ujednačene rubove, odnosno nije potrebna dodatna mehanička obrada za poboljšanje kvalitete površina.
Svako to može učiniti u materijalu bilo koje gustine. Ali šta ako vam treba kvadratna rupa? Mnogi ljudi će smatrati da je nevjerojatno da mogu izbušiti kvadrat u meko, savitljivo drvo ili u komad izdržljivog metala. Bušilica Watts se nosi s ovim teškim zadatkom.
Istorija sa geometrijom
I danas, da bi dobili četvrtastu rupu, majstori izbuše okruglu rupu odgovarajućeg promjera i izbijaju uglove posebnim alatima. Ova operacija se može izvesti mnogo brže i lakše sa „kvadratnom“ Watts bušilicom. Osnova njegovog dizajna je Reuleauxov trokut - lik formiran presjekom tri identična kruga. Polumjeri ovih kružnica jednaki su stranici pravilnog trougla, a njegovi vrhovi su centri kružnica.
Figura nosi ime njemačkog naučnika Franza Reuleauxa, budući da je on prvi detaljno proučavao svojstva nastalog trougla i primijenio ih u svojim izumima. Međutim, geometrija Reuleauxovog trougla korištena je u obliku prozora u gradnji Gospine crkve u Brižu još u 13. stoljeću. IN početkom XVI veka, Leonardo da Vinči je prikazao „mapu sveta” na četiri Reuleaux trougla. Ova figura se pojavljuje u njegovim rukopisima i Madridskom kodeksu. U 18. veku, trougao sastavljen od jednakih lukova tri kruga demonstrirao je poznati matematičar Leonhard Euler. Godine 1916., engleski inženjer koji je radio u SAD-u, Harry Watts, razvio je i patentirao rezač za kvadratne rupe u "plutajućoj" steznoj glavi.
Karakteristike Watts bušilice
Jedinstveni izum omogućava dobijanje rupa od skoro ispravan oblik: Uglovi kvadrata su zaobljeni malim radijusom. Sirova površina kvadratne rupe ne prelazi 2%. Prepoznatljiva karakteristika Prednost Watts trokutaste bušilice je u tome što kada se okreće, njeno središte opisuje lučne elipsoidne krivulje i ne miruje kao tradicionalna spiralna bušilica. Ovim pokretom vrhovi trokuta crtaju kvadrat sa paralelnim, savršeno ravnim stranicama. Stezna glava za takav rezač ima originalan dizajn koji ne ometa kretanje.
Struktura bušenja za kvadratne rupe
Kada se formira strugotina, rezač mora imati žljebove za njihovo uklanjanje. Profil radnog dijela Watts bušilice je Reuleauxov trokut iz kojeg su izrezane tri polovice elipse.

Ovaj dizajn sa žljebovima za uklanjanje strugotine rješava 3 problema istovremeno:
- Inercija bušilice je smanjena.
- Povećana je sposobnost rezanja bušilice.
Uglavnom se kvadratne rupe izrađuju na strugovima ili glodalicama.Bušilica za kvadratne rupe se učvršćuje u steznu glavu mašine posebnim adapterom. Za kućnu upotrebu kvadratnog rezača, proizvođači nude okvire koji se spajaju na kardansku steznu glavu i daju ekscentrične pokrete reznom alatu. Dubina rupe odgovara debljini okvira.
Čelik za bušenje
Danas se od visokolegiranih čelika izrađuju visokokvalitetne bušilice koje rade brzo i dugo. U svom sastavu takve legure sadrže više od 10% legirajućih aditiva, kao što su volfram, hrom, vanadij i molibden. Različiti postoci elemenata i različiti načini kaljenja čelika formiraju legure koje se razlikuju po stupnju tvrdoće, žilavosti, otpornosti na udarno opterećenje, cijeni i drugim karakteristikama.

Svrdla za metal su najčešće korišteni električni potrošni materijal iz nekoliko razloga:
- Metalni proizvodi najčešće zahtijevaju rupe za pričvršćivanje: navojne veze, zakovice i druge vrste spojeva.
- Bušilice za metal se mogu koristiti i pri radu sa mekšim materijalima, kao što je drvo.
- Tehnologija proizvodnje ove vrste proizvoda slična je principima proizvodnje bušilica za raznim pravcima aplikacije.
U Rusiji i mnogim drugim zemljama najtraženiji Koriste bušilice od brzoreznog čelika razreda R6M5, koji sadrži volfram i molibden. Čvrstoća i cijena proizvoda značajno se povećavaju kada se leguri doda kobalt ili se bušilice premazuju rashladnim titan-nitridnim raspršivanjem.
za metalne proizvode
Bušilice za metal se koriste za izradu rupa u proizvodima od bronce, livenog gvožđa, bakra, čelika raznih kvaliteta, kermeta i drugih materijala. Za bušenje čvrstog, teško rezanog čelika koriste se proizvodi visoke čvrstoće s dodatkom kobalta. Tokom rada, strugotine se izbacuju duž dva uzdužna žljeba. Na osnovu oblika repa, takvi instrumenti se dijele u tri tipa:
- heksagonalni,
- konusni,
- cilindrični.

Bušilica za metal sa konusnim drškom se ubacuje direktno u mašinu kada se koristi. Za šesterokutne i cilindrične drške potrebna je posebna stezna glava.
Definicije kvaliteta prema boji
Kvaliteta bušilice za bilo koji materijal prvenstveno je određena njegovom bojom:
- Alati povećane otpornosti na habanje su crne boje, jer se u završnoj fazi proizvodnje obrađuju parom.
- Termički obrađeni proizvodi nemaju unutrašnje naprezanje, vrlo su otporni na visoke temperature i ne deformiraju se pri radu sa karbidnim čelicima. Ove bušilice imaju blago zlatnu nijansu.
- Najkvalitetniji i izdržljivi imaju jarko zlatnu boju. Obložene su titanijum nitridom koji smanjuje trenje.
- Obične neobrađene sive bušilice imaju najkraći vijek trajanja i najnižu cijenu.
Raspon veličina
Radne veličine bušilica za metal predstavljaju moderni proizvođači u širokom rasponu. GOST predviđa podjelu takvih proizvoda na vrste u skladu s određenim veličinama.

Bušilice za metal se dijele u nekoliko kategorija:
GOST-ovi 4010-77, 886-77 i 10902-77 reguliraju klasifikaciju svrdla po dužini i promjeru.
Kako odabrati bušilicu za staklo ili keramiku
Profesionalni majstori u svojoj kolekciji imaju burgije za svaki materijal: ciglu i beton, metal i plastiku, dijamantsku bušilicu za staklo i keramiku. Staklo je izuzetno kapriciozan materijal i zahtijeva upotrebu kvalitetne i izdržljive bušilice. Staklene i keramičke površine mogu se obraditi dijamantskim burgijama na radnom kraju. Kvaliteta takvih proizvoda određena je načinom njihove proizvodnje. Najtanje i najjeftinije bušilice izrađuju se galvanskom metodom. Jači instrumenti se proizvode postupkom u prahu. Odlikuje ih izdržljivost i stabilnost. Relativno jeftine bušilice visoke čvrstoće sa povećanom abrazivnošću proizvode se modernom vakuumskom metodom.

Da biste izbušili rupu u staklenoj površini, morate imati dobre vještine. Ovaj dug i mukotrpan proces se izvodi glatko i polako maksimalnom brzinom bez pritiska, samo sa dijamantskom bušilicom postavljenom strogo okomito. Rupa se mora stalno vlažiti vodom kako bi se ohladila. Ova akcija više liči na grebanje rupe dijamantskim zrncima.
Ako ga imate pri ruci neophodni alati i bušilice potrebne veličine, bilo koje radovi na renoviranju odvijaće se brzo i efikasno.
U nekim slučajevima potrebno je napraviti rupe kvadratnog oblika. Konvencionalne metode su neefikasne i glomazne. Najprimitivniji od njih svodi se na prethodno bušenje rupe promjera jednakog krugu upisanom u kvadrat i postupno je bušenje. Trebat će vam alat koji može raditi bez rotiranja glave alata, kao i poseban adapter. Lakše je koristiti takozvanu „kvadratnu“ bušilicu (Watts drill), ili, preciznije, rezač.
Malo istorije sa geometrijom
Još u 15. veku legendarni Leonardo da Vinči je, proučavajući svojstva geometrijskih figura, skrenuo pažnju na takozvane geometrijske objekte jednake debljine. Postoji beskonačan broj takvih figura, ali najjednostavniji - osim kruga - je zaobljeni trokut, koji se može formirati na sljedeći način. Nacrtan je jednakostranični trokut čiji je svaki ugl povezan lukom kružnice povučene iz središta Suprotna strana. Posebnost takvog trokuta bit će da će sve njegove stranice imati konstantnu širinu, koja je jednaka dužini stranice originalnog jednakostraničnog trokuta.
L. Euler je izvukao praktičnu korist iz ove činjenice, koji je tri stoljeća kasnije demonstrirao rotaciju tako zaobljenog trougla: prvo oko vlastite ose, a zatim s nekim ekscentrikom, budući da je kardanski mehanizam već bio poznat tadašnjoj nauci i tehnici.
Njemački inženjer F. Relo otišao je još dalje u praktičnoj upotrebi ove figure, koji je skrenuo pažnju na činjenicu da je putanja uglova trougla koji se kreće uz određene metode njegove rotacije vrlo bliska kvadratu. Samo direktno na uglovima kvadrata vanjska površina opisuje luk, međutim, malog radijusa. U modernoj tehničkoj literaturi takav se trokut naziva Reuleauxov trokut, iako ova figura zapravo više nema uglove.

Proći će još nekoliko decenija, a Englez G. Watts će smisliti uređaj koji može osigurati zagarantovanu kvadratnu putanju za alat za rezanje metala. Tehničko rješenje za Watts bušilicu patentirano je 1916. godine, a godinu dana kasnije počela je masovna proizvodnja takvih alata.

Bušilica ili rezač?
Većina tehničke zajednice vjeruje da je to još uvijek glodalica. Međutim, proizvođači tvrdoglavo nastavljaju da nazivaju ovaj alat bušilicom za kvadratne rupe, Watts bušilicom ili bušilicom čiji profil odgovara Reuleaux trokutu.
Šta je ispravnije? Ako se okrenemo kinematici kretanja takvog alata za rezanje (radi jasnoće, možete koristiti dijagram prikazan na slici 1), vidjet ćete da će se uklanjanje metala vršiti samo bočnom površinom, a neće biti jedna rezna ravnina, kao kod konvencionalne bušilice, ali četiri, što je tipičnije za sekače.
Međutim, jedan rotirajući pokret neće biti dovoljan da se dobije kvadratna rupa. Jednostavno matematičkih proračuna(nije dato u ovom članku) pokazuju: da bi „bušilo“ za kvadratnu rupu obavljalo svoju funkciju, tokom rada mora opisati ne samo glavno rotacijsko kretanje oštrice, već i pokret ljuljanja burgije/ rezač oko određene ose. Oba pokreta moraju biti napravljena u međusobno suprotnim smjerovima.
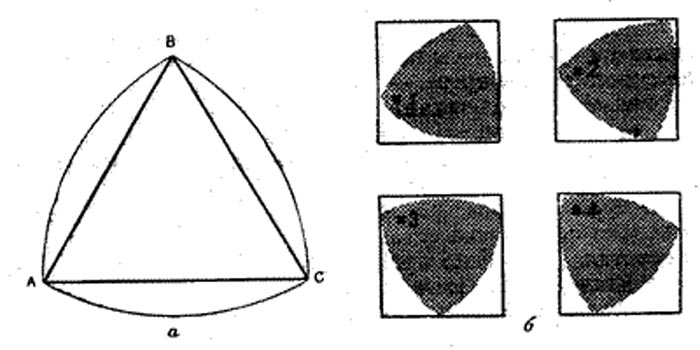
Slika 1 – Reuleaux trougao: a) – konstrukcija; b) redoslijed rotacije kako bi se dobila rupa kvadratnog oblika.
Ugaona brzina obje rotacije određuje se prilično jednostavno. Ako za parametar f uzmemo frekvenciju rotacije osovine bušilice (ili bušilice), tada je brzina od 0,625f dovoljna za oscilatorne rotacije vretena oko vlastite ose. U ovom slučaju, osovina vretena je takoreći stegnuta između radnog vratila i pogonskog točka, što dovodi do osciliranja bušilice/rezača u steznom uređaju sa zaostalom brzinom
(1 – 0,625)f = 0,375f.
Rezultirajuća brzina rotacije rezača može se preciznije odrediti pomoću tehničke karakteristike bušilica/čekić, ali je jasno da će biti mnogo niži od onoga za šta je alat prvobitno dizajniran. Stoga će se dobivanje kvadratne rupe dogoditi s manjom produktivnošću.
Dizajn i princip rada
Nemoguće je direktno koristiti rezač/bušilicu za kvadratne rupe sa Reuleaux trokutastim profilom - potrebni su žljebovi za uklanjanje rezultujućih strugotina.
Stoga (vidi sliku 2) profil radnog dijela alata je gore opisana figura iz koje su izrezane tri poluelipse. U ovom slučaju ostvaruju se tri cilja: smanjuje se moment inercije svrdla i opterećenje vretena, a povećava se rezna sposobnost rezača.

Slika 2 – Stvarni profil radnog dijela alata
Dizajn alata je sljedeći. Zapravo, radni dio uključuje radnu površinu koja se koristi za uklanjanje metala i žljebove koji uklanjaju strugotine. Rezač-bušilica za kvadratne rupe izrađena je od čelika U8 i kaljena na tvrdoću od HRC 52...56. U posebno teškim uslovima rada koriste se proizvodi od legiranog čelika X12 tvrdoće HRC 56...60. Uz normalnu opskrbu rashladnom tekućinom i zbog relativno niskih temperatura u zoni obrade, vijek trajanja alata je dug.
Adaptersko vreteno ima složeniji dizajn. To uključuje:
- Okvir.
- Prstenasta oprema.
- Sjedište za glavno vreteno (ako je alat ugrađen u glavu alata stroja za rezanje metala, tada adapter ima oblik Morseovog konusa).
- Drive gear.
- Glavno vreteno.
- Povezivanje zupčanika sa prstenastim zupčanikom.
- Oscilirajuća čaura.

Za kućne uređaje, proizvođači glodala/bušilica za kvadratne rupe nude okvire koji su povezani kardanskim pogonom sa steznom glavom i daju ekscentrične pokrete reznom alatu. Debljina ovog okvira određuje dubinu rezultirajuće rupe.
Za spajanje uređaja na mašinsku steznu glavu potreban je i poseban adapter. Sastoji se od:
- Slučajevi.
- Plutajuća drška.
- Ljuljajući prsten.
- Zamjenjive čahure za patrone raznih mašina za obradu metala.
- Montažni vijci.
- Lopte za podršku.
Za praktična primjena Za predmetni alat dovoljno je vretenu glavne opreme dati pomak u željenom smjeru. Mašine za glodanje i strugovi za provlačenje pogodni su za pravljenje kvadratnih rupa pomoću takve opreme.
Alternativne metode za pravljenje kvadratnih rupa
Nedostatak Watts bušilica je prisustvo lukova radijusa u uglovima kvadrata, što nije uvijek prihvatljivo. Osim toga, bušilice za kvadratne rupe napravljene korištenjem Reuleaux trokuta ne mogu podnijeti debele radne predmete. U takvim slučajevima možete koristiti elektroerozivne/laserske tehnologije, a takođe, što je lakše, koristiti zavarivanje ili štancanje.
Setovi proboja za kvadratne rupe proizvode se u asortimanu poprečnih veličina do 70×70 mm u metalu debljine do 12...16 mm. Komplet uključuje:
- Držač za bušilice.
- Vodilica.
- Zaustavljanje putovanja u prstenu.
- Matrix.
Hidraulična dizalica se može koristiti za djelovanje sile na bušilicu. Probušenu rupu odlikuje čistoća rezultirajućih rubova, kao i odsutnost neravnina. Sličan alat proizvodi, posebno, robna marka Veritas (Kanada).
Ako u svom domaćinstvu imate inverter za zavarivanje, možete zapaliti kvadratnu rupu u čeličnom dijelu. U tu svrhu, okrugla rupa je prethodno izbušena (sa rezervom) u radnom komadu, zatim se u nju ubacuje kvadrat EEG ili MPG grafita potrebne veličine, nakon čega se opeče duž konture. Grafit se uklanja, a kvadratna rupa ostaje u proizvodu. Po potrebi se može očistiti i brusiti.